本軟體為開源軟體無限制功能的免費使用,對於開發者提供的軟體您們想要對作者進行讚助支持金錢也很歡迎,必盡這也是他們的收入來源之一,您可以到官網上支付或是軟體上也有路徑。
我們使用這套軟體原因是好用,並推廣給您們,不代表這個軟體是應作為我們販售機器的配套軟體,所以不要誤會。
再次強調本軟體我們僅作為推廣,不是我們設計的軟體,有問題請官方討論區詢問。(PS因為作者反應近期許多生產的雷雕機廠商都推廣他的軟體,導致讚助收入來源減少,可能認定這個軟體配套服務是應該,所以就支持作者的人就減少,因此我們在此說明我方與軟體作者關系)
LaserGRBL在DIY雷射雕刻機中配合Windows系統並使用G-Code代碼下最穩定的軟體之一LaserGRBL能夠將G-Code路徑加載並傳輸到arduino,還可以使用內部轉換工具雕刻圖像,圖片和徽標。
與其他GUI不同,LaserGRBL是專門為A軸與雷射切割機和雕刻機一起使用而開發的。為了使用所有功能,雕刻機必須支持通過 S 命令進行功率調整。
LaserGRBL內部支持GRBL固件,而GRBL是什麼呢?GRBL在CNC或是雷射雕刻或是寫字機器人都由此寫成。因此如果您要更進階使用時務必先了解GRBL!!!
目前我們已參加LaserGRBL翻譯等工作,將中文繁體置入,請大家更新到最新版,我們將陸續配合官方參與修正與更新。如果大家對於翻譯文字義意上有任何問題可以提出,讓我們知道並修正。
1.主程式下載:官網下載(這裡有所有更新版本)
2.路徑存到電腦桌面後安裝。
3.軟體語言變更方式。
1.裝置管理員讀不到主機板CH340設備時,請重新安裝USB-CH340驅動程式方式操作。
2.主板固件適合8位元CPU款。
3.Arduino的NANOATmega328P用使57600波特率。
4.Arduino的UNOATmega328P用使115200波特率。
5.ELASER雷雕機主板,預設配套NANO-ATmega328P-8位元CPU。 (請選57600波特率)
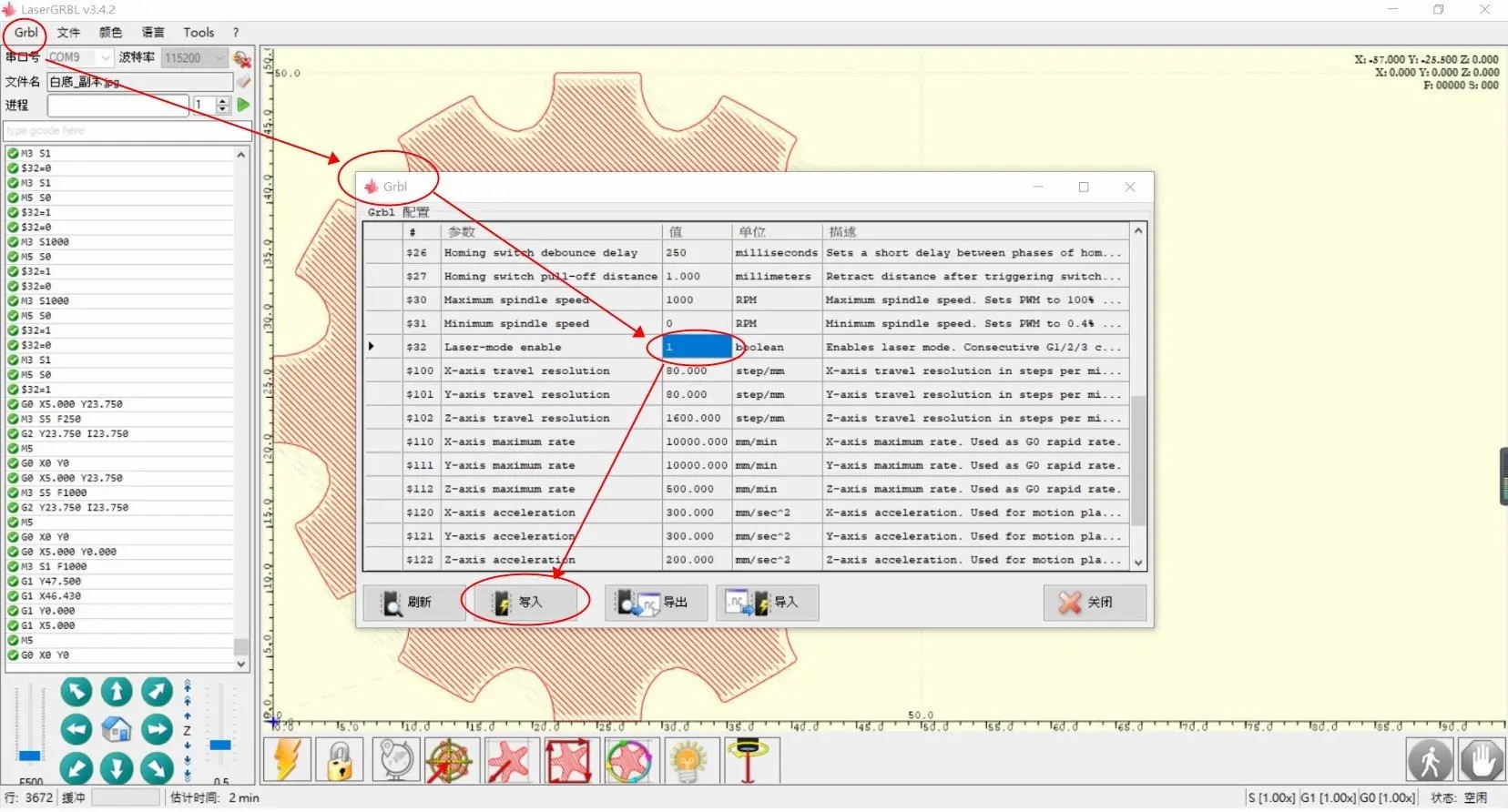
1.主要說明GRBL硬體參數設置。
2.為了讓 購買 ELASER機種的消費者一致的硬體參數,請參考我們提供的設置資料並上傳到您的主板重復寫入。 (您也可以自行修改,但還原還是按我們的為主),請點此進入。按您的類型匯入。 (A.激光雷雕X軸+Y軸為常用設定-Z軸設定也已更新配我們套件Z軸)
3.如果您需要設置您專用的參數也能參考這影片。
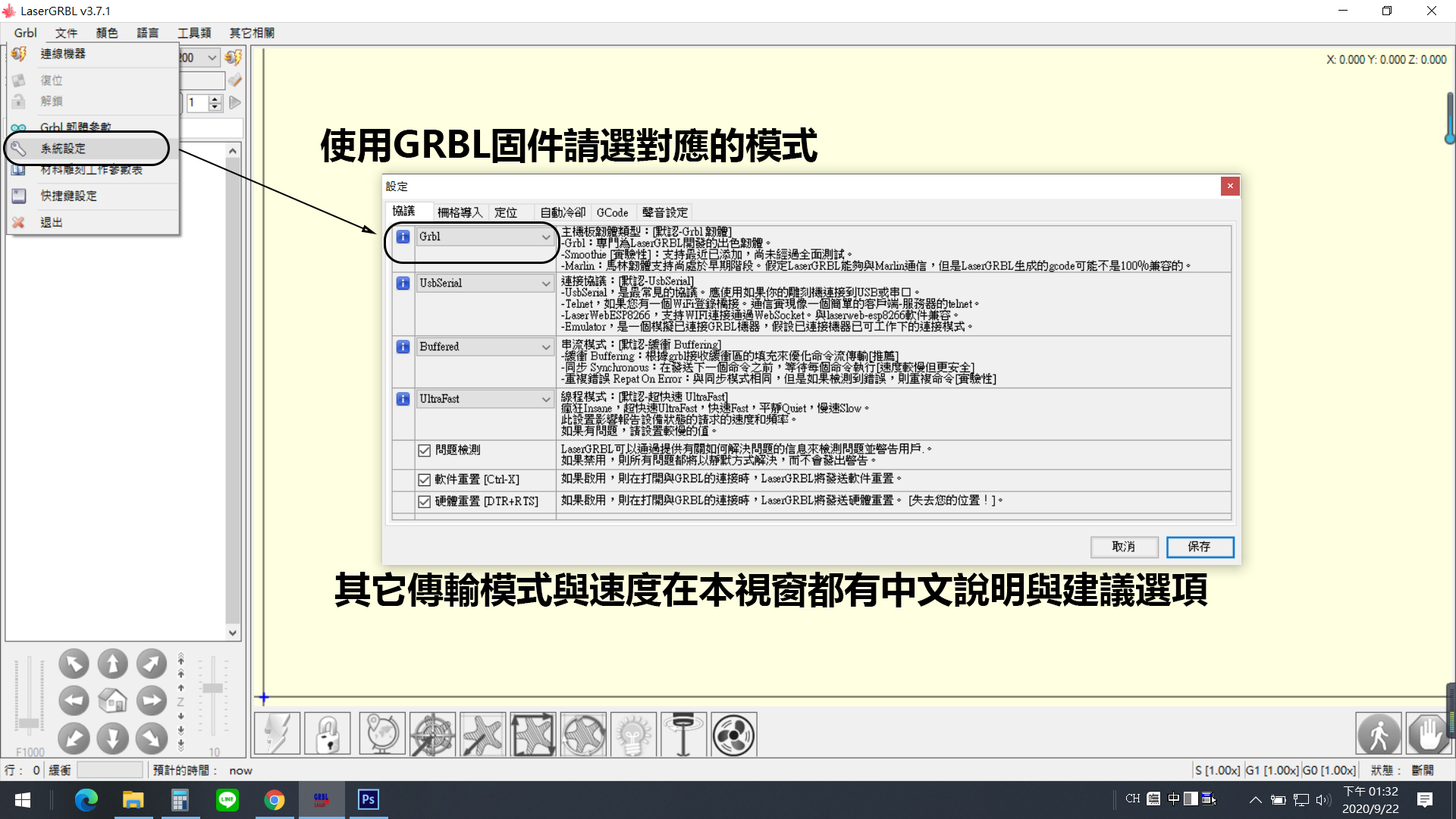
4.如果您的不是GRBL主板請也修改軟體設定如圖3-1內所示,如果不對應的話,軟體無法正常連線。
5.如果您是使用GRBL編寫固件請確定此畫面設定是否為GRBL,請參考圖片。
6.如果您要了解GRBL參數意義可以到這裡:https://github.com/gnea/grbl/wiki/Grbl-v1.1-Configuration
1.LaserGRBL自定義按鍵功能說明。 (這是可以自訂義自已的代碼工具,可以自已創建或是備份還原的好工具)
2.程式安裝完,並沒有自定義按鍵,可以用匯入的方式或自自創建的方式。 (可以用我們做好的檔案匯入喔)
3.新版的按鍵檔共有七種功能:圖像中心;圖像左小角;圖像最大四方型預覽;圖像最大圓型預覽;激光定位瞬亮;激光長時間亮調整焦點;冷卻風扇開關。
4.新版與舊版的更新說明:1)舊版插件的開M3/M4共存模式時,弱光無法使用,目前已更新可以正常使用喔。2)舊版插件的對於預覽邊界的準確性已在這版更新成更準確。3)新增許多定位輔助選項。4)陸續更新中。
5.下載位置:1)官網版本(-尚未中文化-版本一定是最新的)2)ELASER版(中文化-版本較慢更新)
6.注意事項:1)壓縮檔直接匯入不用解壓縮,常有人解壓後匯入,反而匯入失敗。2)請將舊的按鍵,手動一個一個刪除,否則匯入後會按鍵數量會更多增倍。
1.M3/M4為主軸工作模式,請第一次使用時一定要了解的參數。
2.模式運行類別:
M3主要為切割時選項。 (恆定激光功率模式)1)恆定激光功率模式僅將激光功率保持在編程狀態即可,無論機器處於移動,加速還是停止狀態。這樣可以更好地控制激光狀態。使用良好的G代碼程序,可以在更困難的材料上實現更一致的切割。2)為了保持整潔並防止在M3恆定功率模式下焦化,最好在要切割的線周圍添加引入和引出運動,以留出一定的空間來使機器加速和減速。3)注意:M3可用於保持激光器聚焦。
M4主要為圖像時選項。 (動態激光功率模式)1)動態激光功率模式將根據相對於編程速率的當前速度自動調整激光功率。即使機器可能停止或主動加速,它也基本上確保了沿著切割的激光能量的量是一致的。這對於通過CAM程序通過多種G代碼生成方法在簡單的材料上進行乾淨,精確的雕刻和切割非常有用。通常它將運行得更快,並且可能只是您需要使用的。2)Grbl基於激光功率與速度和材料呈線性關係的假設來計算激光功率。通常情況並非如此。激光可以在不同的功率水平下進行不同的切割,某些材料在特定的速度和/或功率下可能無法很好地切割。簡而言之,這意味著動態功耗模式可能不適用於所有情況。在將其用於新材料或新機器之前,請務必先進行測試。3)不運動時,M4動態模式會關閉激光器。僅在機器移動時打開。通常,這會使激光器更安全地操作,因為與不同M3,如果您停下來忘記及時關閉,它將永遠不會在您的桌子上燒出一個洞M3。
3.請確認GRBL硬體參數設置是否有”設置M3與M4功能”。
4.在GRBL配置中代號說明:$32設定1為開M3與M4/設定0為僅只有M3功能$32說明 https://github.com/gnea/grbl/wiki/Grbl-v1.1-Configuration#32—laser-mode-boolean
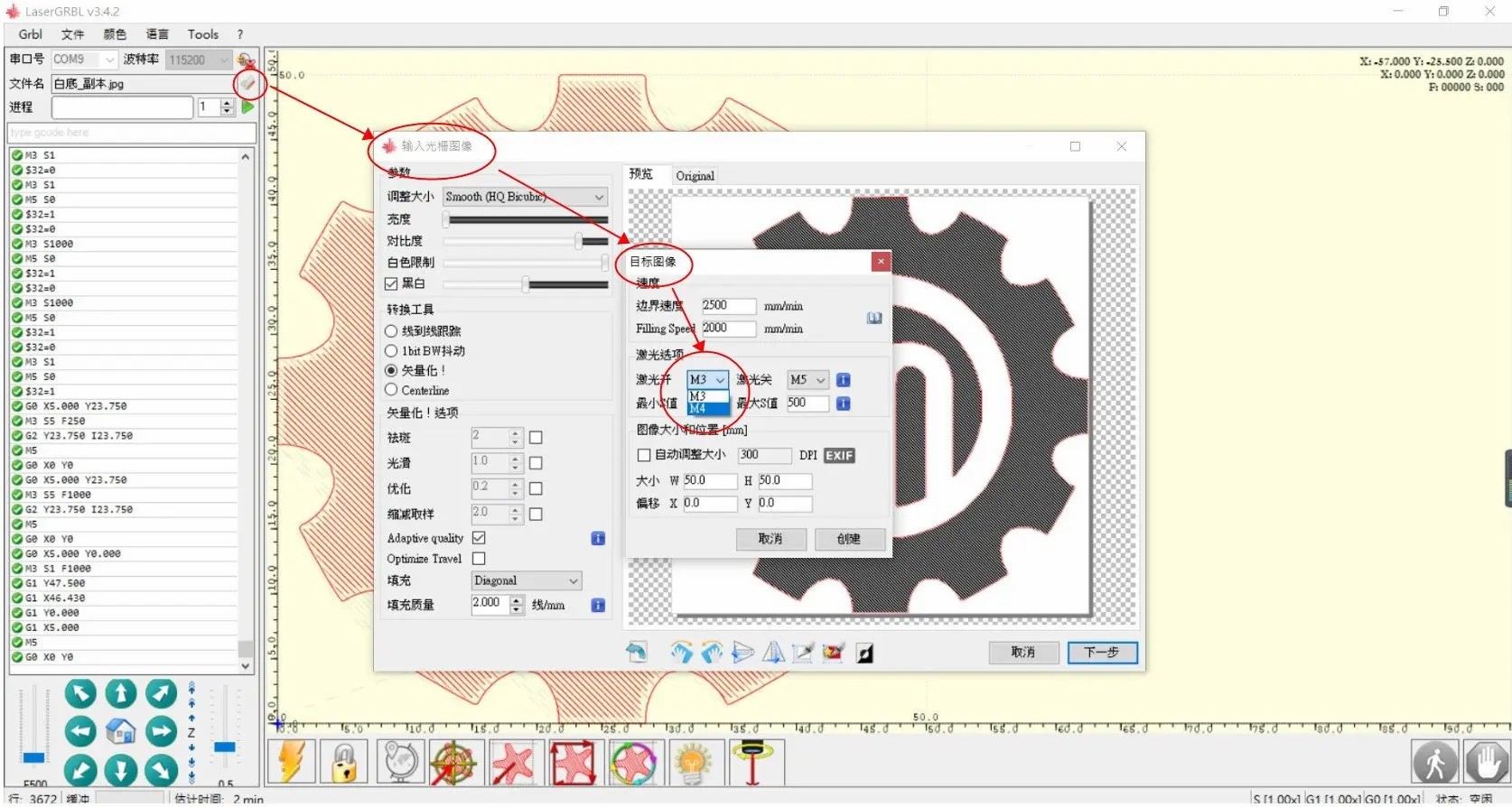
5.當$32設定1值時,在匯入圖片後第二步驟將會有出現M3/M4的選項。
1.為$30為主軸最大功率數值,有可能您開啟固件設定時,原始值為255,建議要改1000數值(更細緻功率)。
2.$30值的意思是將激光全部功率分成1000等份,假設在匯入圖檔後會跳出最大s值你設500,而激光頭工作時將按功率的1半工作。
3.按上所說,了解固件中最大值是很重要的,因為關係到您在實際工作時設定功率範圍。
4.以上是簡易的設定,如果需要灰階工作的話,需要在圖6-2中設定最大s值與最小s值,這個需要配合對比更精細設置。本設定我們會另外說明原理操作!!
1.對於最小值的S值通常是最不穩定的,在不同批的雷雕頭下,常常不一定。如有些是S1即可出光,但有些可能要S15才能出光。因此會造成灰階對比常常有誤差導致圖像不明顯。(也有可能是不同版本的固件的PWM頻率造成)
1-1.也有可能是材質對於光的反應也會造成色階不明顯,都可以按下面方式決解喔。
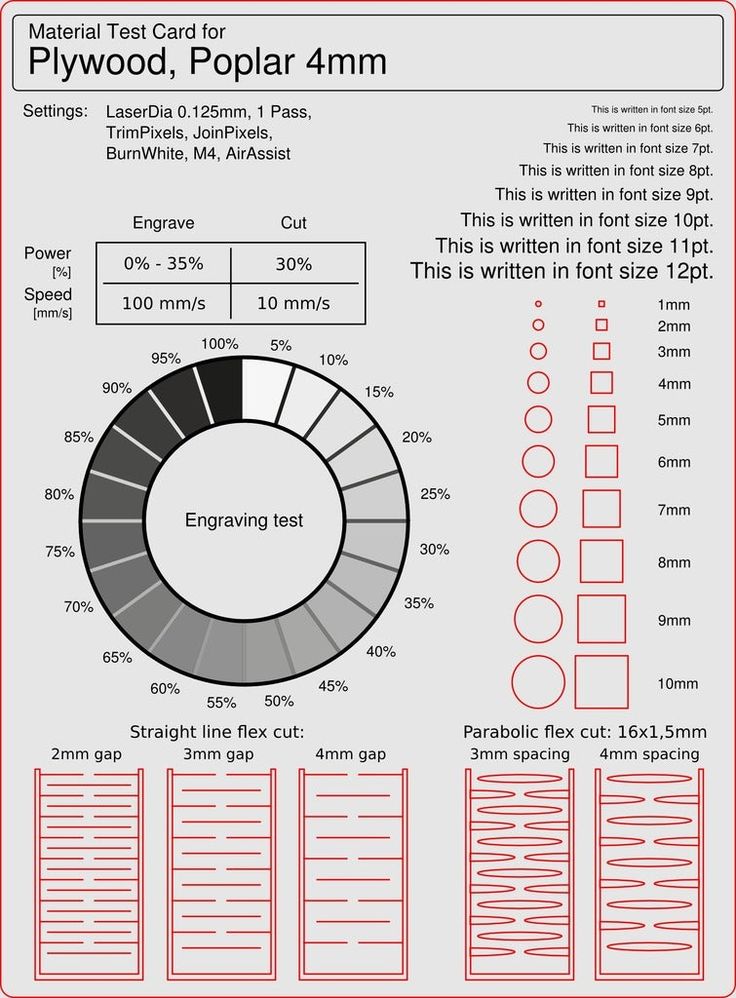
2.為了決解這些問題,我們需要做一些事。將最大值固定1000或是100%,而將最小s值為活動值。並使用”標準色階圖(圖7-1)”來核實每個色階的顯色情況。
3.操作方式:我們調整最小S1值來工作在紙上之類,如果效果不行,請調整最小值S值加大,逐一加大,至使“標準色階圖”能符合您的需求!即可(每個色階都能對比的顯色)(圖7-2)。
4.你也能自已找類似圖片來操作喔